瓷砖质量鉴定-沙浆贴瓷砖好吗
瓷砖质量鉴定-嘉俊瓷砖价格,嘉俊瓷砖图片欣赏
瓷砖质量鉴定方面
- 嘉俊瓷砖介绍
- 嘉俊瓷砖怎么样
- 嘉俊瓷砖价格
- 壁SK-02抛光砖 800x800mm 322.00元/片
- 皇室御品JP-01冰川玉石 800x800mm 392.00元/片
- JPA63006凰内墙砖 600x300mm 22.00元/片
- 玉晶石J4-01微晶玻璃复合砖 600x600mm 399.00元/片
广东嘉俊陶瓷有限公司成立于 ,是一家专业生产高档抛光砖、微晶玻璃陶瓷复合砖、仿古砖和艺术质感墙砖的国家高新技术企业,工艺技术处于国际领先水平。嘉俊陶瓷在 荣获_陶瓷十大品牌_、_微晶石十大品牌_、_抛光砖十大品牌_三项大奖。已成为备受消费者和工程采购商推崇的知名品牌企业。
嘉俊陶瓷推出的皇室御品、无洞洞石、壁、魔方石等一批科技创新瓷砖产品,被政府纳入高新技术产品目录,经过十几年的发展,嘉俊瓷砖在陶瓷领域早已成为佼佼者,得到业内人士和消费者的高度赞誉。
嘉俊瓷砖注重科研的创新,共有160多项科研成果获国家级专利,工艺技术处于国内领先水平,每年嘉俊研发至少50个新产品,在业界遥遥领先。
嘉俊瓷砖因其品质突出、花色多变,科研满足不同消费阶层的个性特质而深受设计师和用户的喜爱,产品出口欧、美、亚、非等50多个国家和地区。
纹路飘逸灵动,状若破壁飞腾,气势恢弘;色彩层次丰富,质面柔润典雅,极具空间表现力,是大气华美空间不可或缺的设计元素。
冰川玉石格调柔和而温润,层次融合和谐的石纹肌理在嘉俊巅峰造瓷工艺的演绎下显得栩栩如生。脉络清晰的石纹走向恰似一幅冰川水墨画,壮美而绚丽的冰川景致就在眼前活灵活现。
纵横延绵的砖面纹理,配合烈焰如火的艳丽色泽,凰砖面纹理就如同羽毛般色彩华丽,幻变中自有一股卓尔不凡的气息,动感十足的砖面视觉效果即如飞舞,勾勒出斑驳艳丽之美,将其用于空间装饰,灵动之感油然而生。
产品兼有瓷质砖的特性和微晶玻璃的优点,不但表面具有玉石质感,肌理天成,冰清玉洁之美,其材质更具有广泛的装饰适用性。玉晶石的诞生为现代建筑提供了最美的时装。
(江波涛主任评说装修问题)

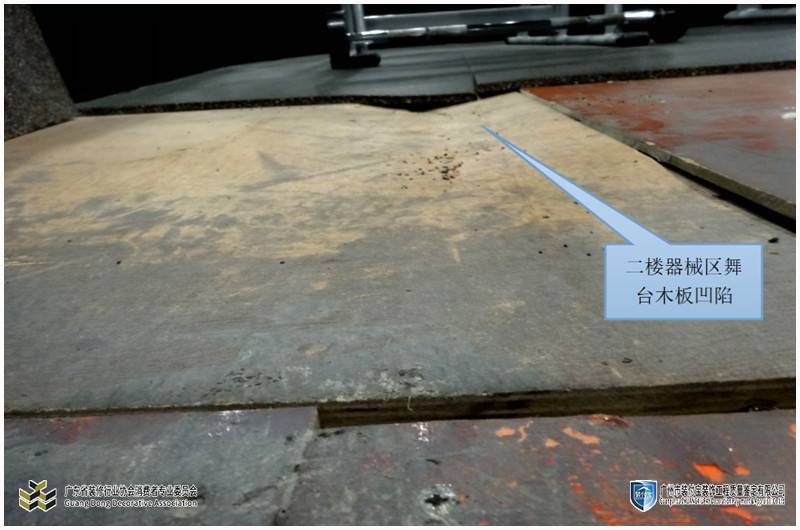
(装修质量鉴定案例图)
瓷砖质量鉴定-冠珠瓷砖是几线品牌
瓷砖质量鉴定方面
- 冠珠瓷砖是几线品牌?
- IN-MAX_酷色
- 明珠玉工艺
- 全抛釉技术
- 数字软辊技术
- 垂直布料技术
- 瓷砖到底有没有辐射
- 先说一个坏消息:瓷砖也是有辐射的。
- 再说一个好消息:瓷砖辐射确实是存在,但较低。
五大核心技术
喷墨技术是继丝网印花、辊筒印花之后的第三代瓷砖印花技术,号称_瓷砖印花技术第三次革命_。喷墨技术的出现,除带来技术工业和产品花色上的创新外,具革命性的意义就是打破了传统砖产业刚性生产、刚性消费的模式。
即以外瓷砖厂家开放一款产品花色必须大批量生产才能降低成本,而顾客也只能从厂家现有款式花色中挑选。
喷墨技术的出现,使小批量、个性化生产成为可能。就如喷墨打印机,只要输入什么图案,就可以打印出什么图案。从而让顾客终于有机会参与瓷砖的开发和设计__真正属于消费者自己的瓷砖、生活空间。
新明珠_IN-MAX_酷色_引进意大利核心喷墨印花技术并进行了升级改造,具有逼真、立体、自由、低碳等突出特点。
寻石痕__寻找砖面的石痕效果,发现细腻多变的线条交织出连绵起伏的弧形,纵横交错如若天然木纹洞石。(创新运用_瀑布式互冲落料成线技术_模拟天然岩积物冲积的肌理效果,形成细细密密的石痕线条,不仅与天然木纹洞石纹理相像,与瓜表面交错的纹理也非常相像) 找起伏__找找砖面线条的 _U_型起伏。
天然石的层次呈现U型起伏,我们的产品也是,而且起伏弧度很自然,不生硬。(采用_区域倍级落料技术_,结合雕花滚落料远离模仿天然石材,呈现过渡自然的纹理布局,形成天然石材的_U_型起伏,表现出错落有致的视觉感。)
数颜色__数数砖面呈现的颜色,发现砖整体为一个颜色,但是每个纹理起伏又带出或深或浅的相近颜色,如粉中透白、浅黄等,粗看是一个颜色细看是多种颜色交织。(极细的粉料,优质的釉料,配合_随机变量混料技术_, 捕捉了瞬间光色的细微变化,造成了色彩由浅入深,深浅交错的效果。)
结合釉下彩工艺的一种项具有重要影响的技术,即在透明釉上施加抛光工序,使釉面具有高光亮效果。
从此瓷质釉面砖进入了亮光时代,应用该项技术的产品不但具有抛光砖光亮,也具有仿古砖的丰富纹理,更是独具一种艳丽。可能会是除抛光砖与仿古砖之外的第三种主流瓷砖的特色技术。
全抛釉产品作为一种在花纹着色肌理等方面可以和石材媲美的产品,受到了消费者的喜爱,并且随着该产品生产工艺的成熟,产品的花色更加逼真,耐磨度更高。
一是釉层薄,变形大。釉面抛光砖种类有:抛晶砖、腰线砖、仿古砖3大系列。
抛晶砖多为半抛砖,少数为全抛砖。抛釉腰线砖有全抛和半抛2种。抛釉仿古砖的品种非常多,大致分为半抛釉面仿古砖、点抛釉面仿古砖、全抛釉面仿古砖,也有无釉半抛仿古砖和无釉点抛仿古砖。
从釉的品种来分大致有:水晶透明或半透明釉、高硬度耐磨釉、金属釉等类别。
二是平整度。由于各种釉面砖的材料和成型烧制工艺参数不同,釉面砖坯表面的平整度有很大的差别,平整度从0.5mm~2mm不等。虽然抛釉砖的品种繁多,但也有共同之处:除少数全抛腰线砖对抛光表面有平整度要求外,其余均不需要抛平整个表面,而是要保持砖坯原有的宏观轮廓面,也就是整个抛光表面的抛光效果要均匀,不得有明显差异。
三是釉层厚度和硬度。仿古砖釉层厚度一般在0.3mm~0.8mm之间,抛晶砖和腰线砖的釉层都较厚,一般在0.6mm~1.3mm之间,有的达到1.5mm以上。
全抛砖的釉层较厚,主要是通过加厚釉层来弥补砖坯的变形,以使抛光表面不至露底。釉层硬度在莫氏5~7范围。
适应瓷砖产品三维立体时代的高新技术,辊面利用高科技软韧材料生成,可以任意角度挤压变形,把精美花纹印到砖坯表面。
辊面的纹理均需经过数码高科技扫描输入成图,再经数码输出激光雕刻两道重要的工序。
与传统横向平面布料成型技术不同,水链坠瀑布技术利用地心吸引力及跳频技术使微粉料及透明料实现非线性交叉下落。
在万有引力的作用,在堆积过程中使微粉与透明料蠕动相互交叉挤压结合。最形成了产品整体通透并且冲击视觉极强的立体效果。
从上面的综合情况来看,如果瓷砖产品要划分档次的话,冠珠瓷砖列为一线品牌也并不过分。但是目前国内瓷砖市场并没有机构对瓷砖进行档次划分,所谓的几线品牌都是消费者通过市场度和影响力而总结归纳出来的。
首先,瓷砖的原材料主要就是采用了石粉、石英粉、长砂粉、锆石粉等矿土,这相原料它在加工过程中就是会放出一种特殊的射线,这样就会产生一些辐射。
其次,为了使瓷砖更加的好看,那么很多的厂家就是会在加工的时候添加各种物质,釉面瓷砖,那在加工这种瓷砖基底上施以一层釉料,我们知道这些釉料大多来自含钾矿物,说有长石、云母等,这些矿物中多多少少都是含有一定的铀、钾等放射性物质。
一般瓷砖可以说它都是存在一些微量的放射性辐射,但是如果那种合格产品的话,瓷砖产品辐射是可控的,同时也在国家允许的安全范围之内。
虽然瓷砖会有一点辐射,但是也不要太紧张了,只要达到标准的情况下都是不会对人体造成伤害的,所以大家不用过于担心。
另外,消费者在选购家装瓷砖的时候还要特别注意是不是选择了A类标准产品,在使用过程中也需合理安排铺装位置,同时也还是要对它进行通风透气。

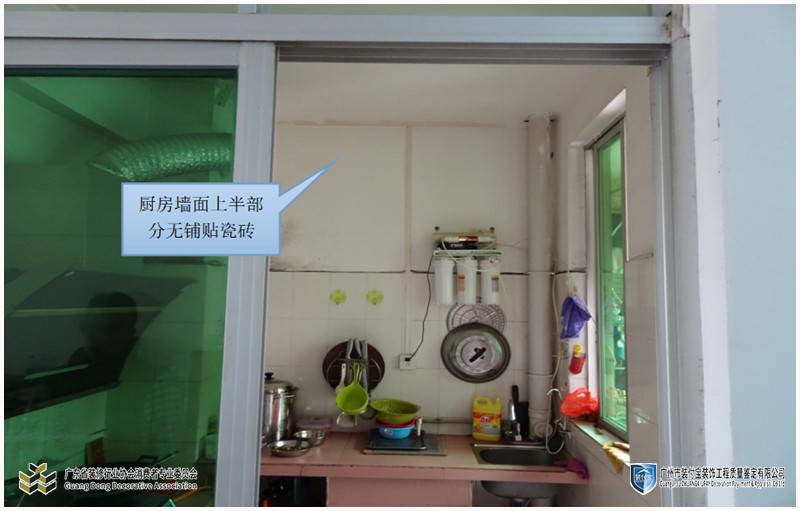
(装修质量鉴定案例图)
瓷砖质量鉴定-选购瓷砖应注意要素
瓷砖质量鉴定方面
- 看产品包装:瓷砖一般都用纸箱包装,在包装箱上应印有产品名称、商标 规格尺寸、级别、色号数量等。有的还印有经过ISO9000质量体系认证的标识。包装箱内还应放有产品合格证。在选购瓷砖时,一定要挑选标识齐全、清楚的产品,特别是要注意所挑选的瓷砖与包装箱上标识的规格、色号是否一致。
- 看产品外观:从包装箱内任意抽查几块瓷砖,看产品表面有无下列缺陷::缺釉、斑点、裂纹、磕碰、釉泡、剥边、波纹等等。一般距瓷3米目测,缺陷不明显,不影响使用为合格品。每块瓷砖背面有产品商标,在侧面和背面也不允许有妨 碍粘结的附着釉及其他影响使用的明显跌毁。
金意陶陶瓷
(装修质量鉴定案例图)
瓷砖质量鉴定-东鹏瓷砖是几线品牌
瓷砖质量鉴定方面
- 生产技术先进
- 选用优质材料
- 瓷砖品质优良
该公司有着国内先进的生产设计,拥有众多高科技人才,多年以来它经过自主研发,获得了300多项国家专利技术,成功研发了多项新技术,填补了该行业的空白,为陶瓷行业做出了巨大贡献。东鹏瓷砖被广泛应用于奥运会场馆、国家大剧院等上万个工程,它的产品质量得到了众多用户的认可与好评,可以说东鹏瓷砖是一个大众喜爱的瓷砖品牌。
它在选材上要求严格,它选用的是符合欧洲标准的优质天然石材,并且采用的是电脑智能化的生产和检查设备,因此东鹏瓷砖的特点是吸水率低、环保无辐射、不容易出现变色等现象,对环境是不会产生污染的,是环保性好的一种瓷砖材料。
它有着业内领先的生产技术,因此它的产品品质卓越,体重较轻,柔韧性好;并且它克服了普通瓷砖脱落伤人等的安全隐患,适合高层建筑以及外墙保温系统的装饰材料,安全性高;东鹏瓷砖可直接将mcm材料黏贴在其上,施工简单方便;东鹏瓷砖采用电能、太阳能,生产中无废水、粉尘的排放,节能环保。
(装修质量鉴定案例图)
瓷砖质量鉴定-瓷砖变形原因
瓷砖质量鉴定方面
- 空气中的水分(例如天);
- 地坪没干透,用水泥加固龙骨;
- 龙骨,毛卫浴瓷砖太湿,运用水性胶水;
- 一楼等湿润环境未作分外的防潮处置;
- 石质地上和卫浴瓷砖相接处的断面未作封闭处置;
- 水泡(如水管分裂,阳台水倒灌等);
- 此外,商品本身及施工不当也会构成起拱。例如单调处置不当、摄生缺少、含水率太低、背槽太浅、施工中弹性缝隙未留足、铺设太紧等。俗话说,瓷砖是_三分质量七分铺装_。更多时候,影响瓷砖的总体效果并非来自产品本身的质量问题,而是来自于铺贴是否得当。
- 翘角
- 角下弯
- 上翘边
- 凹面
- 预热带生产变形的坯体
- 在烧成带产生变形的坯体
- 扭曲
- _海鸥翅_变形
- 不规则变形
- 定期打磨辊棒,在辊棒上涂氧化铝保护层,在瓷质砖的背面也涂上一层氧化铝粉浆(或高铝粉)这样既可防止坯底高温下生产的液相与辊棒粘结,又可使坯底相对硬,上部相对软,减弱力偶的扭曲作用,降低其变形程度,调整烧成曲线,避免早期变形。
- 停窑时间出现变形,应检查各组烧嘴的煤气压力是否正常或明显不同。
瓷砖变形的7种类型及预防措施
四角上翘,长度约30mm,其余表面是平直或只有少许下凹,这种缺陷是由于烧成后期辊道平面上下温差过大所致,缺陷多发生在烧成的最后2-5min。
解决办法:
A如果出窑产品尺寸正确,降低烧成带最后2-3组(箱)辊棒上部的温度L5-10℃或更多,并对等升高辊道下面的温度;
B如果烧成后尺寸偏大,则仅升高辊道下面的的温度5-10;
C如果烧成后产品尺寸偏小,则仅降低辊道上面的温度5-10℃或更多。
角下弯正好与翘角缺陷相反,它是坯体的四角都下弯,长度约30mm,其余表面是平直或只有少许上凸,这种缺陷发生于窑的中间或两侧,它是由于烧成后期辊道平面上下温差过大所致。
解决办法:
A.如果出窑产品尺寸正确,降低烧成带最后2-3组(箱)辊棒下部的温度(5-10℃或更高)并对等升高辊道上面的温度。
B.如果烧后尺寸偏大,则仅升高辊道上面的温度5-10℃或更多。
C.如果烧后尺寸偏小,则仅降低辊道下面的温度5-10℃或更多。
有时,仅靠近窑墙的一出现角下弯现象,这种情况可能是该侧的烧成带温度偏低所致(也可能是辊棒所致),这时可降低该侧的助燃风压,同时检查该侧的窑底是否堆积较多的烂砖,造成蓄热过大,窑底温度偏离,同时还要检查该侧辊棒孔处是否漏风。实际操作中,把辊道的下层抽力减少,加大上层抽力,也能取得好的效果。
坯体沿进入窑方向平行的两边向上弯,与之垂直方向的两边变形不明显,产生的原因是烧成带前期(850-900℃或比最高烧成温度低50-100℃温度区)辊道上下温差不合理。
解决办法:
在该区域提高辊道上面温度5-10℃或更多,同时,对等降低辊道下面温度,使其略呈下凹,但绝不能上凸,这样利用坯体在高温下软化,凸出维持平衡,坯体因重力作用而恢复平直。
坯体边缘逐降下凹,凹面既可能是预热带辊道上下温差不合理所致,也可能是烧成带辊道上下温差不合理所致。
解决办法:
A.调整坯体配方,降低坯体的烧失量,
B.适当降低坯体的球磨细度
C.提高成形压力,减少粉料含水率,从而提高坯体的致密度,控制粉料粒度和提高填料均匀性;
D.根据坯体变形的情况,调节预热带辊道上下温差,坯体下凹时,提高辊道上面温度或降低辊道下面温度,如果坯体上凸,方法相反;
E.减小温度梯度,调整烧成曲线或降低辊棒速,整个烧成周期。
A.如果出窑生产尺寸正确,降低辊道上面温度5-10℃或更多,并对等提高辊道下面温度:
B.如果出窑产品尺寸偏大,则仅升高辊道下面温度5-10℃或更多。
C.如果出窑产品尺寸偏小,则仅降低辊道上面温度5-10℃或更多。
坯体与窑轴平行的两边发生变形,距边缘70-80mm处上产,随后距边缘30mm处下弯。
形成原因:
A.可能是坯体烧成之初,由于辊道下面温度较高,瓷砖呈凸变形,这样瓷砖的两侧就成为瓷砖的支持边,中部几乎悬空,当到达高温区,瓷砖底发生软化,坯体的左右两侧无法承受重力和辊棒传动中对它的作用而开始上翘,同时支撑也随道瓷砖的变形而转移,当瓷砖两边上翘到一定程度后,又由于受重力作用而开始下弯,从而开成扭曲。解决办法:先按角下弯缺陷加以处理,直到坯体转为上翘时,再按上翘边缺陷处理解决。
B.可能是角下弯缺陷的扩大,常在烧成带最后5-10mm内发生,此时通常按角下弯缺陷处理办法来解决。
C.可能是急冷或急冷刚开始时,坯体在中互相挤压所致,可通过调节调速电机的转速和瓷砖排列的间隔来克服。
造成"海鸥翅"变形的原因,可能是在烧成带的中部和未端,由于辊道上部的温度过高,使瓷砖变形成凹面,此时,瓷砖的中部成为辊棒上优先支撑区域,由于重力和砖传动中产生的应力,使砖坯的中部逐渐上凸,直到烧成带结束,形成"海鸥翅"变形。
解决办法:
解决这种变形,必须避免由于机械原因或温度过高所导致的凸变形,然后适当升高辊道下面的温度,在烧成带的中部和未端设定适当温差,约为25-30℃,如果需要,在烧成带前端也可同样设定温差。
发生在窑炉中的不同位置,有时发生在某一特定位置,并成为同一缺陷形式,但长时间观察仍无规律性。
成因:由于粘棒,辊棒弯曲变形或有辊棒不在同一水平线上,传动不平衡,坯体入窑前已发生下凹或上凸变形等,然后发生瓷砖挤压。
解决办法:
上一篇: 瓷砖质量鉴定-石瓷砖价格
下一篇: 瓷砖质量鉴定-5方法教您挑选到好瓷砖